牧場から牛乳工場へ運ばれた生乳は、さまざまな工程を経て牛乳となります[図2-1]。牛乳工場での生産の流れを工程ごとに説明します。
図2-1 | 工場で牛乳が生産されるまでの流れ
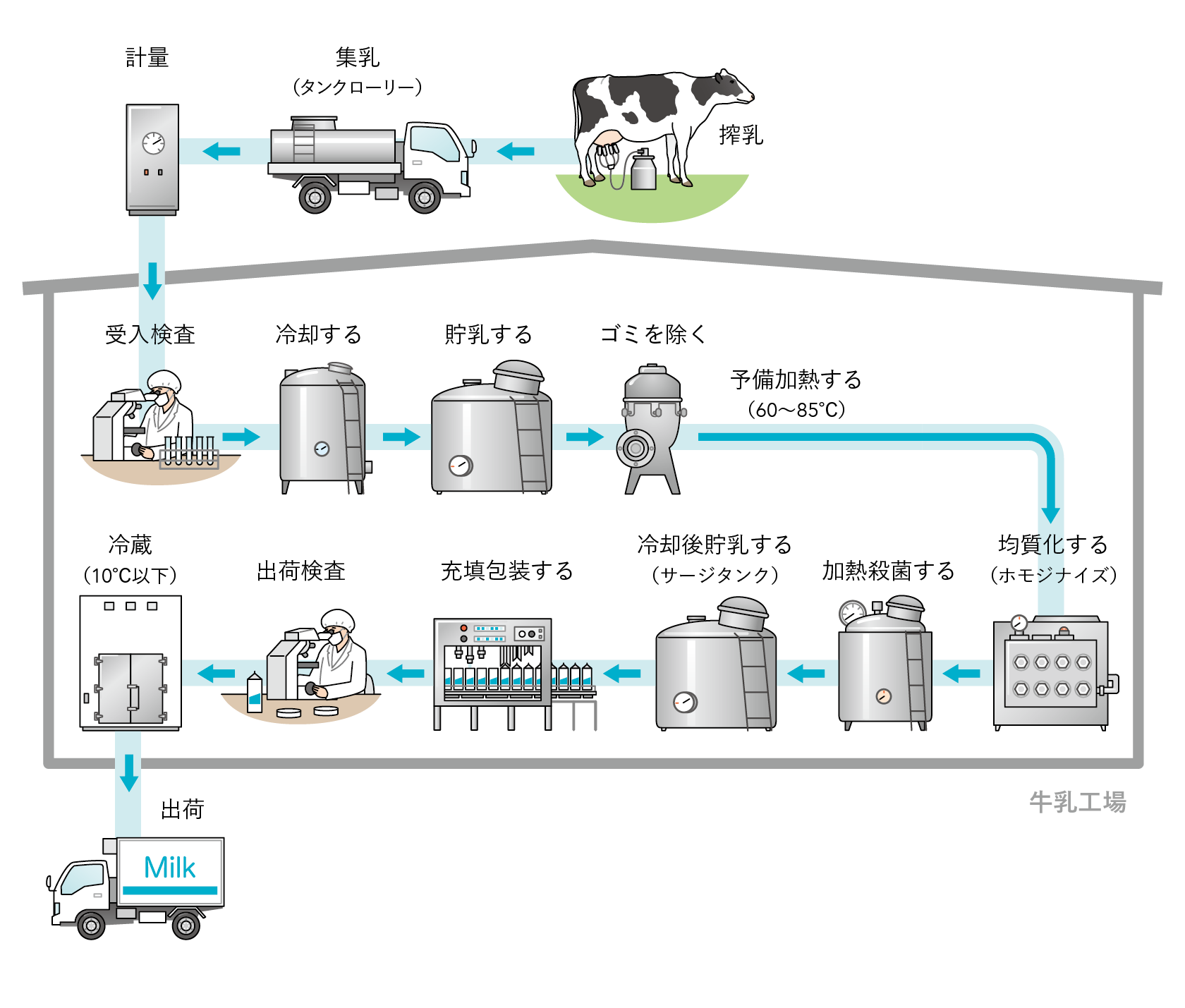
計量と受入検査をする
生乳はタンクローリー車で酪農家より集乳され、10℃以下に冷却されたまま衛生的に牛乳工場や乳製品工場へ運ばれます。
工場に着いた生乳は、計量後、タンクローリーからパイプを通って貯乳タンクに送られます。このとき、牛乳などの原料乳として受け入れ可能かどうか、10項目以上の検査を行います。検査は「乳及び乳製品の成分規格等に関する命令」(以下、乳等命令、1951年制定「乳及び乳製品の成分規格等に関する省令」の消費者庁移管に伴い2024年4月より名称変更)などによる一定の基準のもとで行われ、それに合格する必要があります。実際には、製品の品質の確保・向上のため、生産者と乳業メーカーの間ではこれらの基準よりも厳しい規格で取引されています。主な受入検査の手法と基準は表2-1の通りです。
工場に着いた生乳は、計量後、タンクローリーからパイプを通って貯乳タンクに送られます。このとき、牛乳などの原料乳として受け入れ可能かどうか、10項目以上の検査を行います。検査は「乳及び乳製品の成分規格等に関する命令」(以下、乳等命令、1951年制定「乳及び乳製品の成分規格等に関する省令」の消費者庁移管に伴い2024年4月より名称変更)などによる一定の基準のもとで行われ、それに合格する必要があります。実際には、製品の品質の確保・向上のため、生産者と乳業メーカーの間ではこれらの基準よりも厳しい規格で取引されています。主な受入検査の手法と基準は表2-1の通りです。
表2-1 | 主な受入検査の手法と基準
| 検査項目 | 検査の方法と目的 | 乳等省令などの基準 |
|---|---|---|
| 乳温測定 | 生乳に含まれる細菌が増殖しにくい温度帯で管理されているかを確認する | 10℃以下 |
| 風味検査 | 訓練された経験豊かな検査員が風味に異常がないかを確認する | 異常なし |
| アルコール検査 | 70%アルコールと生乳を等量混ぜ、凝固物ができるかどうかを観察する。凝固物ができる生乳は、鮮度が悪かったり出荷できない初乳が含まれている可能性があるため、受け入れできない | 陰性 |
| 比重検査 | 比重計を使用し、水など牛乳以外のものが入っていないかを確認する | 異常なし (15℃において1.028以上) |
| 酸度検査 | 検査機器を使い、乳中の有機酸量を測定し、腐敗や変質などがないかを検査する | 乳酸酸度0.18%以下 |
| 細菌数検査 | 生乳を顕微鏡で観察する直接個体鏡検法により、生乳に含まれている細菌の総数を調べる(ブリード法) | 400万個/mL以下 |
| 乳成分検査 | 検査機器を使い、乳の各成分(脂肪など)と無脂乳固形分(SNF)を調べる |
乳脂肪分3.0%以上
無脂乳固形分8.0%以上
|
| 抗菌性物質検査 | ペーパーディスク法という検査方法で、牛の病気を治すために使われた抗生物質などの成分が生乳に入っていないかを検査する | 陰性 |
貯乳する
受入検査に合格した生乳は冷却機で10℃以下に冷却され、貯乳タンクへ送られます。貯乳タンクは生乳の温度上昇を防ぎ、生乳中の乳脂肪球の浮上を防止する攪拌装置を備えています。
ゴミを除く
強力な遠心分離装置(清浄機:クラリファイヤー)や濾過機などを使い、生乳中の目に見えない小さなゴミや異物などを分離・除去します。
均質化(ホモジナイズ)する
生乳中にある乳脂肪球の大きさは、直径0.1μm〜10μmです(1μm=1,000分の1mm)。生乳を静止した状態で保存していると比重の軽い乳脂肪は生乳の表面に浮き、生クリームの層ができます。そこで、均質機(ホモジナイザー)で生乳に強い圧力をかけ、乳脂肪球を直径2μm以下の細かい粒子にします。これを均質化(ホモジナイズ)といいます[図2-2]。均質化された牛乳は脂肪球が浮いてこないので、始めから飲み終わりまで均一な味わいになります。脂肪球に溶けているビタミンA・Dも均一に摂れます。また、細かくなるのでさらに消化吸収が良くなります。
均質機のことをホモジナイザーとも呼ぶので、この機械を使わない牛乳を「ノンホモ牛乳」と呼ぶことがあります。ノンホモ牛乳は表面に大きな脂肪球が浮いているため、上層部を飲むと味が濃く感じられることがあります。
均質機のことをホモジナイザーとも呼ぶので、この機械を使わない牛乳を「ノンホモ牛乳」と呼ぶことがあります。ノンホモ牛乳は表面に大きな脂肪球が浮いているため、上層部を飲むと味が濃く感じられることがあります。
図2-2 | 脂肪分の均質化(ホモジナイズ)
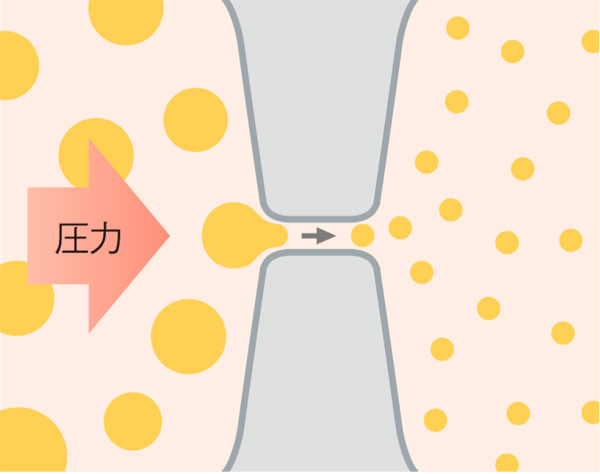
機械で圧力をかけ、生乳に含まれている脂肪分の粒の大きさを小さく均質にする
殺菌する
生乳には細菌などが入っているため、殺菌機で加熱してほぼ死滅させます。殺菌後は直ちに10℃以下に冷却されます(殺菌方法については「牛乳の殺菌方法と栄養素の変化」を参照)。
充填包装する
殺菌処理された生乳は貯乳タンクに一時的に貯蔵された後、容量に応じて牛乳容器に充填されます。箱型容器の場合(ブリックパック、学校給食用牛乳も含む)、充填包装機の中でロール紙を成形しながら牛乳を入れて密封します。1L容器の場合は、充填包装機の中で紙容器を角筒状に成形しながら底を密閉し、牛乳を入れて上部を密封します。
充填・密封後、賞味期限または消費期限が印字されます(牛乳類の期限表示には、一般的なUHT殺菌乳における賞味期限と低温殺菌乳における消費期限の2種類があります)。賞味期限とは「品質が変わらずにおいしく飲める期間」、消費期限とは「安全に飲める期間」です。ただし、消費期限も賞味期限も袋や容器を開けず、表示された通りに保存していた場合の安全やおいしさを約束したものです。
充填・密封後、賞味期限または消費期限が印字されます(牛乳類の期限表示には、一般的なUHT殺菌乳における賞味期限と低温殺菌乳における消費期限の2種類があります)。賞味期限とは「品質が変わらずにおいしく飲める期間」、消費期限とは「安全に飲める期間」です。ただし、消費期限も賞味期限も袋や容器を開けず、表示された通りに保存していた場合の安全やおいしさを約束したものです。
出荷検査をする
充填包装された牛乳は、出荷検査用に一部をサンプリングしたうえで、冷蔵庫内で10℃以下に保たれて検査結果を待ちます。出荷検査では、風味や成分、酸度、細菌数、大腸菌群などの検査が改めて行われます。出荷検査に合格した牛乳は、牛乳工場から保冷車でさまざまな出荷先へ運ばれていきます。
column5
牛乳工場の見学について
多くの牛乳工場では、児童・生徒の工場見学を受け入れています。見学希望の学校は、まず学校給食用牛乳を供給している工場に問い合わせてください。
衛生管理や安全上の理由から見学できない製造室内部などについては、パンフレットやスライドを用意している工場も多いので、見学内容や時間制約なども含めて確認のうえ、見学を計画してください。
衛生管理や安全上の理由から見学できない製造室内部などについては、パンフレットやスライドを用意している工場も多いので、見学内容や時間制約なども含めて確認のうえ、見学を計画してください。
column6
牛乳容器のリサイクルとリユース
牛乳容器は現在、主として紙パックとびんが使われており、どちらも環境負荷低減のための取り組みが行われています。
紙パック(リサイクル) 牛乳パックに使われている用紙は、建材や家具に使われなかった針葉樹の端材が原料です。安全性や衛生面を考慮してバージンパルプが使用されているため、上質な資源となります。回収後に再生紙メーカーに送られた紙パックは、ラミネート部分を取り除き、厚紙部分を再溶解します。
インクの残りなどを除いてきれいなパルプにつくり上げ、トイレットペーパーなどのリサイクル製品にします。取り除いたラミネート部分は燃料等に再活用されます。
びん(リユース) 牛乳びんは、使用後、洗浄・殺菌して何度もリユース(再利用)されます。
戻りびんは工場でコンベアに乗せられて大きな洗浄(殺菌)機に入り、特殊な洗剤を入れた60~70℃のお湯の中に20~25分浸してブラッシングし、清浄な水で噴射洗浄後、殺菌・乾燥するシステムです。洗浄水などは、大きな浄化槽で浄化してから排水することが義務づけられています。
その後、きれいに洗えているか、傷がないかなどの検査を経て、びん専用の充填機を用いて牛乳が充填されます。
紙パック(リサイクル) 牛乳パックに使われている用紙は、建材や家具に使われなかった針葉樹の端材が原料です。安全性や衛生面を考慮してバージンパルプが使用されているため、上質な資源となります。回収後に再生紙メーカーに送られた紙パックは、ラミネート部分を取り除き、厚紙部分を再溶解します。
インクの残りなどを除いてきれいなパルプにつくり上げ、トイレットペーパーなどのリサイクル製品にします。取り除いたラミネート部分は燃料等に再活用されます。
びん(リユース) 牛乳びんは、使用後、洗浄・殺菌して何度もリユース(再利用)されます。
戻りびんは工場でコンベアに乗せられて大きな洗浄(殺菌)機に入り、特殊な洗剤を入れた60~70℃のお湯の中に20~25分浸してブラッシングし、清浄な水で噴射洗浄後、殺菌・乾燥するシステムです。洗浄水などは、大きな浄化槽で浄化してから排水することが義務づけられています。
その後、きれいに洗えているか、傷がないかなどの検査を経て、びん専用の充填機を用いて牛乳が充填されます。